
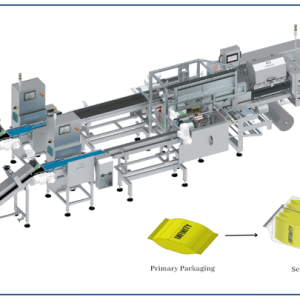
Filling & Packaging Machine
The secondary packaging machine for pouches from Infinity Solutions is a modern device designed to optimize the final packaging stage in production. With its ability to handle packages quickly and efficiently, this equipment helps businesses save time, increase productivity, and ensure that products are well-protected before reaching consumers.

Microscope
The EM-40 is a next-generation scanning electron microscope (SEM) that offers high-resolution sample observation and outstanding features, enhancing analytical and research efficiency.

Spectrophotometers
MiniScan® EZ is a compact, robust, and portable color measurement device that can be easily carried to the production floor, assembly line, warehouse, or used outdoors—wherever sample measurement is needed. With exceptional reliability, the device accurately determines the color of a sample, the color difference between two samples, or the difference between a sample and a product standard. MiniScan® EZ complies with all industry standards for reflective color measurement and supports measurement in all commonly used color scales.

Stability Chamber & Walk-in
The PH140 temperature and humidity test chamber is a specialized device used to assess the stability of temperature and humidity in industrial applications, research, and quality control testing.

Extraction Systems
SUPERCRITICAL CO2 EXTRACTION SYSTEM IN PRODUCTION- SFE PROCESS
The supercritical CO₂ extraction system for industrial-scale production delivers high efficiency, enabling the extraction of pure compounds without altering their biological activity. With an automated design and optimized pressure and temperature, the system ensures fast, safe, and CO₂-efficient extraction. It is the ideal solution for the food, pharmaceutical, and cosmetics industries, enhancing product quality and optimizing production processes.

Extraction Systems
The Supercritical CO₂ Extraction System P-1000 offers an advanced solution for industrial production, enabling efficient and safe extraction of natural compounds. Designed with modern technology, the system operates automatically, optimizes energy use, and ensures high-quality extraction. Its precise temperature and pressure control technology allow for the processing of various raw materials, including those with high moisture content. This is an ideal choice for the pharmaceutical, food, and cosmetic industries, providing a clean and sustainable extraction process.

Extraction Systems
The Supercritical CO₂ Extraction System is an advanced solution for industrial production, utilizing supercritical CO₂ technology for efficient extraction of natural compounds. With a 100L extraction vessel, operating pressure up to 600 bar, and a maximum temperature of 90°C, this system ensures high efficiency and optimized extraction processes. Equipped with a Coriolis flow meter, precise PID controller, and automatic CO₂ recirculation system, it maximizes energy savings with up to 99% efficiency. Additionally, the optional separator cooling down to -10°C enhances compound fractionation capabilities. This is an ideal solution for pharmaceutical, food, and cosmetic industries, ensuring clean, safe, and sustainable extraction.

Extraction Systems
The Supercritical CO₂ Extraction System is designed for industrial production with 300L or 600L extraction vessels, a maximum pressure of 345 bar, and a temperature of 70°C. The system is equipped with three 35L separators, precise pressure and temperature control, and a high CO₂ flow rate of 30 kg/min to optimize efficiency. With a fully automatic CO₂ recirculation system, a high-precision PID controller, and a heat pump with COP = 6, the system ensures clean extraction, energy efficiency, and environmental sustainability.