
Downflow Booths provide operator, process and / or product protection by utilizing HEPA filtered unidirectional laminar downflow to maintain an ISO Class 5 environment at rest within the work zone and capture particulates during open handling processes.
Applications:
- Pharmaceutical
- Cosmetics
- Nutraceutical
- Food
- Biological
- Animal
- Robotic
- Electronic
Features:
✔ Safe Change filter configurations are available for potent products,
selectable to change either internally or externally from the booth.
✔ Open loop or closed loop fan control configurations.
✔ Recirculating or single pass airflow configurations allowing use for
powder or solvent applications.
✔ Optional cooling coil systems to provide operator comfort.
✔ PVC strip curtains available
✔ Energy efficient EC fan units available to minimize operating costs.
✔ Optional hazardous area configurations to meet ATEX and NEC 505 requirements.
✔ Multiple control system options (HMI, Push Button or Sentinel Gold Microprocessor interfaces).
✔ Modular design allows future system adjustment without full booth replacement.
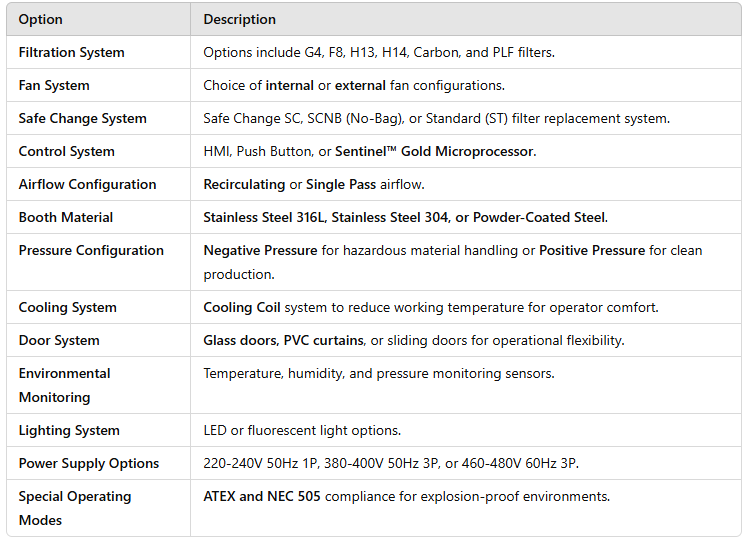
Configurations and options:
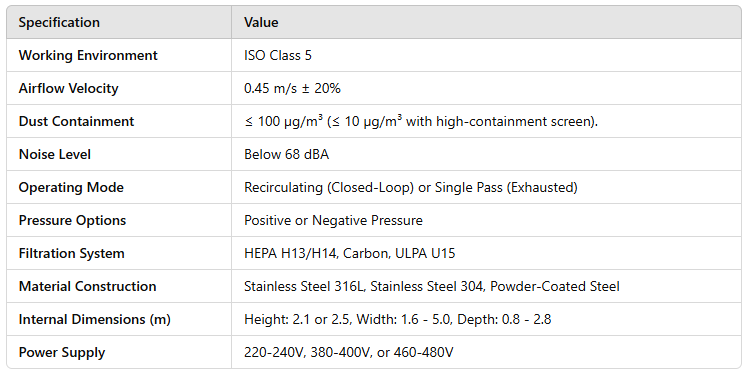
Specifications: