

Extraction Systems
The supercritical CO2 extraction system P-20 offers an optimal extraction solution for the industrial sector. This modern extraction column system combines outstanding performance with advanced technology. It features an intelligent design with automatic temperature and pressure control, along with a CO2 recycling system that achieves up to 95% efficiency, helping reduce operating costs and protect the environment. With fast processing speeds and fully automated operation, it is the perfect choice for businesses looking to enhance production efficiency and optimize product quality.

Extraction Systems
The Supercritical CO₂ Extraction System is an advanced solution for industrial production, utilizing supercritical CO₂ technology for efficient extraction of natural compounds. With a 100L extraction vessel, operating pressure up to 600 bar, and a maximum temperature of 90°C, this system ensures high efficiency and optimized extraction processes. Equipped with a Coriolis flow meter, precise PID controller, and automatic CO₂ recirculation system, it maximizes energy savings with up to 99% efficiency. Additionally, the optional separator cooling down to -10°C enhances compound fractionation capabilities. This is an ideal solution for pharmaceutical, food, and cosmetic industries, ensuring clean, safe, and sustainable extraction.

Extraction Systems
The 30L extraction column system, featuring an optimized design for both pilot and industrial production, delivers outstanding performance and exceptional flexibility. Equipped with fully automated technology—from flow control and temperature regulation to CO2 recycling—this product ensures smooth operation and cost savings. Supercritical CO2 extraction system not only enhances product quality but also optimizes the production process, making it an ideal choice for businesses aiming for efficiency and sustainability.

Extraction Systems
The Supercritical CO₂ Extraction System is designed for industrial production with 300L or 600L extraction vessels, a maximum pressure of 345 bar, and a temperature of 70°C. The system is equipped with three 35L separators, precise pressure and temperature control, and a high CO₂ flow rate of 30 kg/min to optimize efficiency. With a fully automatic CO₂ recirculation system, a high-precision PID controller, and a heat pump with COP = 6, the system ensures clean extraction, energy efficiency, and environmental sustainability.

Extraction Systems
The SUPEREX SC-2000 extraction system is optimally designed for supercritical CO₂ extraction, making it particularly suitable for the food, pharmaceutical, and cosmetic industries. Equipped with a 2-liter extractor column and an additional 0.5-liter column, the system operates at a maximum pressure of 345 bar and temperatures up to 70°C. All surfaces in contact with the material are made of stainless steel, ensuring hygiene and preventing microbial attachment. Notably, the system features three separators, two of which allow pressure and temperature control, enhancing the efficiency of compound recovery. It also integrates PID algorithm-based temperature control, a digital automatic back pressure regulator (BPR), and CO₂ recycling and recovery capabilities, ensuring cost-effectiveness and high extraction efficiency. With its smart design, sample loading and cleaning are effortless, supporting optimal aroma extraction from liquid samples.

Extraction Systems
Introducing our state-of-the-art extraction system designed for precision and efficiency. It features a 4 L extraction vessel capable of operating at pressures up to 345 bar and temperatures up to 90°C. The system also includes two 1 L separators with precise pressure and temperature control (up to 220 bar and 70°C), a CO₂ liquefaction system for efficient pressure increase, and a co-solvent feed pump that delivers 50 ± 1.5 ml/min. Additionally, the integrated CO₂ recycling system achieves an efficiency of 90-95%, ensuring optimal resource utilization and consistent performance.

Extraction Systems
The SC-1000 supercritical CO₂ extraction system, designed for pilot-scale applications, optimizes the extraction of natural compounds with high efficiency. The system supports CO₂ recovery, the addition of an extra extractor or separator column, and automatic pressure control during the extraction process. With an automatic back-pressure regulator (BPR) and fully automated flow control, it ensures stable, precise, and energy-efficient operation.
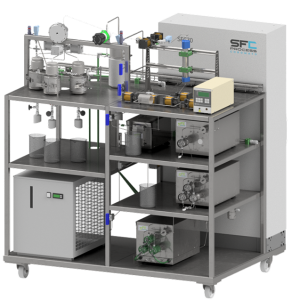
Extraction Systems
The SFC (Supercritical Fluid Chromatography) system is used for the extraction and purification of compounds. It utilizes supercritical CO₂ to efficiently separate compounds, especially hydrophobic and chiral (optical isomer) compounds. This system is suitable for pharmaceuticals, food, cosmetics, chemicals, and many other industries.