
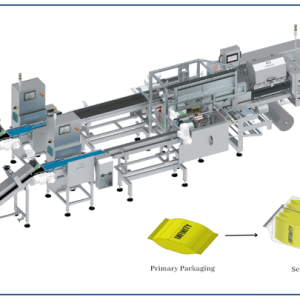
Filling & Packaging Machine
The secondary packaging machine for pouches from Infinity Solutions is a modern device designed to optimize the final packaging stage in production. With its ability to handle packages quickly and efficiently, this equipment helps businesses save time, increase productivity, and ensure that products are well-protected before reaching consumers.

Microscope
The EM-40 is a next-generation scanning electron microscope (SEM) that offers high-resolution sample observation and outstanding features, enhancing analytical and research efficiency.

Microscope
EM-30N is our most popular model of tungsten filament-based tabletop Scanning Electron Microscope (SEM). With 5th generation DSP (Digital Signal Processing) technology, it delivers sharp, low-noise images even at high magnification. Panorama Mode enables wide-area scanning, while LV (Low Vacuum) allows you to capture high-quality, clear images of non-conductive samples without the need for conductive coating. EM-30N is also the world's first tabletop SEM that seamlessly integrates with a compact EBSD system, significantly enhancing its versatility and performance.

Laboratory Glassware Washers & Sterilizer
SM Series Steam Sterilizers are designed for sterilizing surgical instruments, wound dressings, plastic and glass materials, and bottled fluids. They are intended to be used by trained, certified, and officially assigned hospital staff.

Dissolution Tester
Dissolution tests for high potency drugs with low concentrations of active pharmaceutical ingredients often surpass the capabilities of standard Apparatus 1 or 2 dissolution baths and common analytical instruments. These challenges extend to the dissolution testing of medical devices, microparticles, beads, and topical formulations like creams, gels, and ointments. Distek's Small Volume Conversion Kit provides an ideal solution to these issues, enhancing the accuracy and sensitivity of dissolution tests for these complex samples.

E-nose & E-tongue
HERACLES Neo is a device for analyzing the odors of products and the chemical molecules that create these odors, with the optional AroChemBase module. Thanks to its high precision and ease of use, HERACLES Neo helps you control the sensory profile of your products to better serve your customers.
Spectrophotometers
The colorimeter AGERA features 0º/45ºc geometry for precise color reproduction, full-spectrum LED light with UV control, and the largest measurement area in the industry. It integrates a 5MP camera, a 7-inch touchscreen, and EasyMatch QC software compliant with 21CFR Part 11, ensuring secure and efficient data management. With a durable design, simultaneous color and gloss measurement, and compliance with ASTM D523 and ISO 2813, it is the ideal solution for quality control applications.

Spectrophotometers
MiniScan® EZ is a compact, robust, and portable color measurement device that can be easily carried to the production floor, assembly line, warehouse, or used outdoors—wherever sample measurement is needed. With exceptional reliability, the device accurately determines the color of a sample, the color difference between two samples, or the difference between a sample and a product standard. MiniScan® EZ complies with all industry standards for reflective color measurement and supports measurement in all commonly used color scales.