

Extraction Systems
The Unopex E-50 Extraction Unit is engineered by Unopex, a leader in advanced extraction and evaporation technologies. This unit is particularly designed for solid-liquid extraction and is equipped with integrated evaporators suitable for both research and development and small-scale industrial production.

Extraction Systems
The SFE Lab 1+ is a cutting-edge supercritical CO₂ extraction system designed for laboratory-scale applications, offering precise control with a maximum pressure of 1000 bar and temperature up to 100°C. Its compact design, automated operation, and expandable capacity make it an ideal solution for efficient and versatile extraction processes in research and development.

Extraction Systems
SUPERCRITICAL CO2 EXTRACTION SYSTEM IN PRODUCTION- SFE PROCESS
The supercritical CO₂ extraction system for industrial-scale production delivers high efficiency, enabling the extraction of pure compounds without altering their biological activity. With an automated design and optimized pressure and temperature, the system ensures fast, safe, and CO₂-efficient extraction. It is the ideal solution for the food, pharmaceutical, and cosmetics industries, enhancing product quality and optimizing production processes.
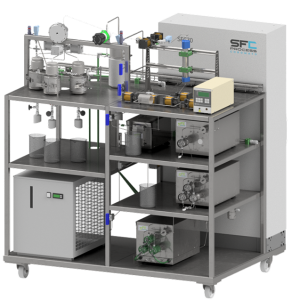
Extraction Systems
The SFC (Supercritical Fluid Chromatography) system is used for the extraction and purification of compounds. It utilizes supercritical CO₂ to efficiently separate compounds, especially hydrophobic and chiral (optical isomer) compounds. This system is suitable for pharmaceuticals, food, cosmetics, chemicals, and many other industries.